Q. What is the difference between Thermoplastic and Thermoset materials?
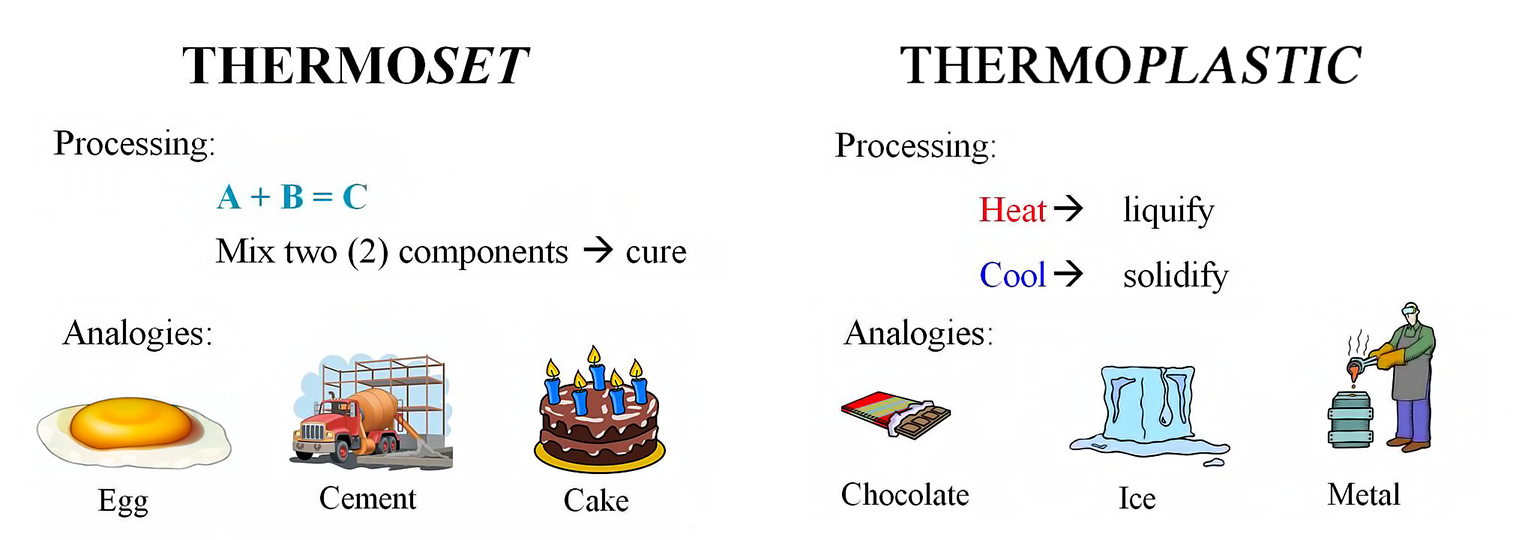
A. Thermosets (Hapco products) begin as liquids and solidify or “polymerize” via the reaction of two or more components. The resultant product is completely different from any of the individual components (A + B = C). Thermosets cannot be melted or liquified back to their original states, an advantage in many applications. Thermosets are typically hand-mixed/poured, or pumped through a static mixer using meter-mix dispensing equipment. They are usually associated with Liquid Molding™, compression molding, or roto molding.
Thermoplastics begin as solid materials and can be liquified and molded into particular shapes by heating them to elevated temperatures. They solidify when cooled. These materials are associated with injection molding, thermoforming, and vacuum forming. The melted thermoplastic is injected into a mold or formed around a pattern, which is then cooled down, solidified, and ejected. Unlike thermosets, they can be recycled, re-melted, and reused.
Q. What is the difference between a Flame Retardant and a UL certified material?
A. The Underwriters Laboratory(UL) is an independent product safety certification organization that evaluates products, components, materials and systems for compliance to specific requirements. When a Hapco datasheet indicates that an individual product is available in flame retardant(FR), it does not necessarily mean the product is certified by the Underwriters Laboratory. Hapco conducts its FR testing according to the same procedures developed by UL to categorize a product as flame retardant. In this case the test method is known as 94 V. The letter “V” indicates that the sample is held vertically over the flame during the test. The last digit after the “V” is either a 0, 1, or 2 based on the results of the test.
V-0 Vertical Burn | Burning stops within 10 seconds after two applications of ten seconds each of a flame to a test bar. No flaming drips are allowed. |
V-1 Vertical Burn | Burning stops within 60 seconds after two applications of ten seconds each of a flame to a test bar. No flaming drips are allowed. |
V-2 Vertical Burn | Burning stops within 60 seconds after two applications of ten seconds each of a flame to a test bar. Flaming drips are allowed. |
The following sequence depicts the 94 V test as it is conducted in Hapco’s lab. With the test sample suspended vertically, the technician moves the flame directly under the sample for ten seconds and then removes it. This is repeated once more when the sample self extinguishes. The times are then recorded and averaged. Depending on the results, the material is given one of three ratings as explained in the chart above.

Although Hapco has many products that will pass with a V-0 rating, those products have not necessarily been sent to UL for an official rating and cannot be marked with their logo. If you would like more information on our flame retardant materials, please contact a Hapco Representative.




{kind=link}